

วิธีทดสอบความแข็งวิกเกอร์ส
การทดสอบความแข็งแบบวิคเกอร์ส (Vickers hardness test) พัฒนาขึ้นโดยจอร์จ อี. แซนด์แลนด์ และโรเบิร์ต แอล. สมิธ ที่บริษัทวิคเกอร์ส จำกัด ในปี ค.ศ. 1921 เพื่อเป็นทางเลือกแทนวิธีบริเนลล์ในการวัดความแข็งของวัสดุ การทดสอบความแข็งแบบวิคเกอร์สนี้มักจะใช้งานง่ายกว่าการทดสอบความแข็งแบบอื่นๆ เหตุผลก็คือการคำนวณที่จำเป็นไม่ได้ขึ้นอยู่กับขนาดของหัวกด
ในทำนองเดียวกัน หัวกดสามารถใช้กับวัสดุทุกชนิดโดยไม่คำนึงถึงความแข็ง หลักการพื้นฐานของการทดสอบความแข็งแบบวิคเกอร์สก็เหมือนกับการทดสอบความแข็งอื่นๆ ทั้งหมด การทดสอบความแข็งนี้ช่วยให้สามารถสังเกตความสามารถของวัสดุในการต้านทานการเสียรูปถาวรจากแหล่งกำเนิดมาตรฐานได้
การทดสอบความแข็งแบบวิคเกอร์สสามารถใช้ได้กับโลหะทุกชนิดที่มีอยู่ และมีมาตราส่วนที่กว้างที่สุดในบรรดาการทดสอบความแข็งทั้งหมด หน่วยของความแข็งสามารถวัดเป็นเลขพีระมิดวิคเกอร์ส (HV) หรือความแข็งพีระมิดเพชร (DPH) ตัวเลขความแข็งนี้สามารถแปลงเป็นหน่วยปาสกาลได้ อย่างไรก็ตาม ไม่ควรสับสนกับแรงกด ซึ่งแสดงในหน่วยเดียวกัน ตัวเลขความแข็งคำนวณจากแรงกดบนพื้นที่ผิวรอยกด ไม่ใช่พื้นที่ตั้งฉากกับแรง
เกี่ยวกับเครื่องทดสอบความแข็ง Vickers สิ่งที่คุณควรรู้
การทดสอบความแข็งวิกเกอร์สคืออะไร?
วิธีทดสอบความแข็งวิกเกอร์สเรียกอีกอย่างหนึ่งว่า การทดสอบความแข็งระดับจุลภาค มักใช้สำหรับตรวจสอบส่วนที่บาง ชิ้นส่วนขนาดเล็ก หรืองานที่เกี่ยวข้องกับความลึกของเปลือก
วิธีทดสอบความแข็งแบบวิกเกอร์สใช้ระบบวัดแบบออปติคอลซึ่งเป็นไปตามมาตรฐาน ASTM E-384 วิธีนี้เกี่ยวข้องกับการใช้แรงกดเบา ๆ ผ่านหัวเจาะรูปเพชรเพื่อสร้างรอยบุ๋ม รอยบุ๋มจะถูกวัดอย่างแม่นยำและแปลงเป็นค่าความแข็ง แม้ว่าจะใช้ได้กับวัสดุหลากหลายประเภท แต่การเตรียมตัวอย่างทดสอบจะต้องเป็นไปตามเงื่อนไขเฉพาะ ตัวอย่างเหล่านี้ต้องได้รับการขัดอย่างพิถีพิถันเพื่อให้วัดขนาดรอยบุ๋มได้ง่าย เพชรทรงปิรามิดฐานสี่เหลี่ยมมักใช้ในการทดสอบบนมาตราวิกเกอร์ส โดยทั่วไป แรงที่ใช้จะมีน้ำหนักเบามาก โดยอยู่ระหว่าง 10 กรัมถึง 1 กิโลกรัม แม้ว่าแรงกดแบบวิกเกอร์ส "มาโคร" อาจเกิน 30 กิโลกรัมก็ตาม
วิธีการวัดความแข็งระดับไมโครใช้ในการตรวจสอบเซรามิก โลหะ วัสดุผสม และวัสดุแทบทุกชนิด เนื่องจากรอยบุ๋มทดสอบ Vickers มีขนาดเล็ก จึงมีประโยชน์ในการใช้งานที่หลากหลาย เช่น การวัดโครงสร้างจุลภาคแต่ละส่วน การทดสอบวัสดุที่บางมาก เช่น ฟอยล์ การประเมินพื้นผิวของชิ้นส่วนเดียวหรือชิ้นส่วนหรือพื้นที่เล็ก ๆ หลายชิ้น และการกำหนดความลึกของการชุบแข็งโดยการสร้างรอยบุ๋มชุดหนึ่งเพื่อกำหนดโปรไฟล์การเปลี่ยนแปลงความแข็ง
สำหรับการทดสอบความแข็งระดับไมโคร มักจำเป็นต้องทำการตัดส่วนเพื่อให้ชิ้นงานมีขนาดเล็กพอสำหรับเครื่องทดสอบ นอกจากนี้ การเตรียมตัวอย่างยังมีความสำคัญต่อการสร้างพื้นผิวตัวอย่างทดสอบที่เรียบเนียน ช่วยให้มั่นใจได้ว่ารอยบุ๋มจะมีรูปร่างสม่ำเสมอ วัดได้ถูกต้อง และยืนยันว่าตัวอย่างวางในแนวตั้งฉากกับหัวเจาะ ตัวอย่างที่เตรียมไว้มักจะติดตั้งบนวัสดุพลาสติกเพื่อให้เตรียมและทดสอบได้ง่าย รอยบุ๋มที่ใหญ่ขึ้นเป็นที่ต้องการเพื่อเพิ่มความละเอียดในการวัด เนื่องจากการลดขนาดรอยบุ๋มจะทำให้เกิดข้อผิดพลาดมากขึ้น อย่างไรก็ตาม สิ่งสำคัญคือต้องทราบว่าขั้นตอนการทดสอบนี้อาจได้รับอิทธิพลจากผู้ปฏิบัติงานต่อผลลัพธ์
วิธีทดสอบความแข็งแบบวิกเกอร์สประกอบด้วยการกดวัสดุทดสอบด้วยหัวเจาะรูปเพชรที่มีรูปร่างเป็นพีระมิดตรงที่มีฐานเป็นรูปสี่เหลี่ยมจัตุรัส โดยทำมุม 136 องศาระหว่างด้านตรงข้ามกับน้ำหนัก 1 ถึง 100 กก. โดยทั่วไปแล้ว จะใช้แรงกดทั้งหมดประมาณ 10 ถึง 15 วินาที จากนั้นจะวัดรอยบุ๋มในแนวทแยงสองเส้นที่เหลือบนพื้นผิววัสดุหลังจากเอาแรงกดออกอย่างแม่นยำโดยใช้กล้องจุลทรรศน์ แล้วคำนวณค่าเฉลี่ย นอกจากนี้ ยังกำหนดพื้นที่ของพื้นผิวลาดเอียงของรอยบุ๋มด้วย จากนั้นจะได้ความแข็งแบบวิกเกอร์สจากการหารน้ำหนักในหน่วยกก. ด้วยพื้นที่รอยบุ๋มในหน่วยตารางมิลลิเมตร
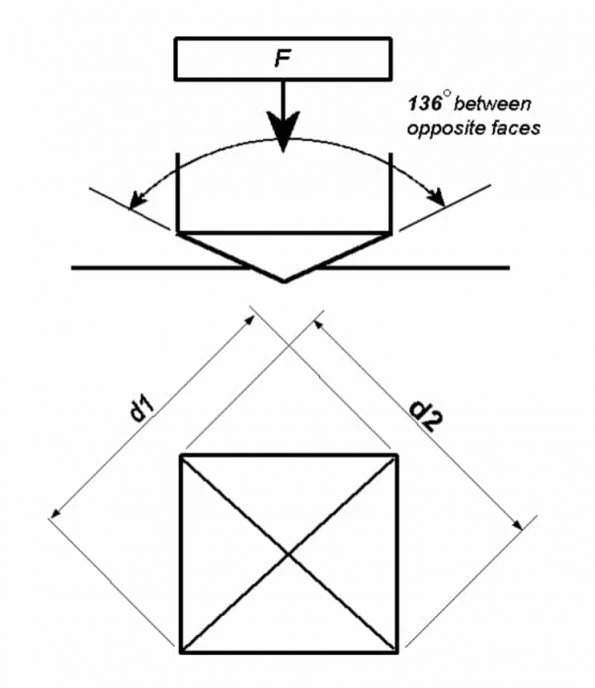
F= โหลดเป็น kgf
d = ค่าเฉลี่ยเลขคณิตของเส้นทแยงมุมสองเส้น คือ d1 และ d2 เป็นมิลลิเมตร
HV = ความแข็งวิกเกอร์ส

การกำหนดค่าเฉลี่ยของเส้นทแยงมุมของรอยบุ๋มทำให้สามารถคำนวณค่าความแข็งวิกเกอร์สได้โดยใช้สูตรที่กล่าวถึงข้างต้น อย่างไรก็ตาม การใช้ตารางแปลงค่าจะสะดวกกว่า ควรรายงานค่าความแข็งวิกเกอร์สเป็น 800 HV/10 ซึ่งหมายถึงค่าความแข็งวิกเกอร์ส 800 ที่ได้จากแรง 10 กก./ซม. การตั้งค่าโหลดที่แตกต่างกันจะให้ค่าความแข็งที่ใกล้เคียงกันบนวัสดุที่เป็นเนื้อเดียวกัน ซึ่งโดยทั่วไปจะสม่ำเสมอมากกว่าการเปลี่ยนแปลงตามสเกลโดยพลการที่พบเห็นได้ในวิธีการทดสอบความแข็งอื่นๆ ที่มีอยู่
ข้อดีของการทดสอบความแข็งแบบวิกเกอร์ส ได้แก่ การอ่านค่าที่แม่นยำเป็นพิเศษ เนื่องจากสามารถใช้หัวเจาะชนิดเดียวในการทดสอบโลหะและการเคลือบพื้นผิวได้ทุกชนิด แม้ว่าจะปรับเปลี่ยนได้อย่างเป็นระบบและมีความแม่นยำสูงในการทดสอบวัสดุในสเปกตรัมความแข็งที่หลากหลายภายใต้ภาระที่แตกต่างกัน แต่เครื่องวิกเกอร์สเป็นเครื่องแบบตั้งพื้นและถือว่ามีราคาแพงกว่าเมื่อเทียบกับเครื่อง Brinell หรือ Rockwell
การจำแนกประเภทของเครื่องทดสอบความแข็ง Vickers:
เครื่องทดสอบความแข็ง Vickers แบ่งออกเป็น 8 ประเภท:
- เครื่องทดสอบความแข็งระดับไมโคร
- เครื่องทดสอบความแข็ง Vickers ที่มีโหลดน้อย
- เครื่องทดสอบความแข็งไมโครดิจิตอล
- เครื่องทดสอบความแข็งแบบดิจิตอล Vickers
- เครื่องทดสอบความแข็งไมโครสกรีน
- เครื่องทดสอบความแข็งไมโครหน้าจอสัมผัสแบบดิจิตอล
- เครื่องทดสอบความแข็ง Tavis แบบหมุนอัตโนมัติ
- เครื่องทดสอบความแข็งแบบอัตโนมัติ Vickers
ขั้นตอนการทำงานของการทดสอบความแข็งวิกเกอร์ส:
การทดสอบความแข็งแบบวิกเกอร์สเป็นวิธีการทางแสง โดยวัดขนาดของรอยบุ๋ม (หรือเส้นทแยงมุม) ที่หัวเจาะทิ้งไว้ ในทางตรงกันข้าม วิธีทดสอบร็อคเวลล์มาตรฐานจะวัดความลึกของรอยบุ๋มที่เกิดจากหัวเจาะ ยิ่งรอยบุ๋มทิ้งไว้มากโดยให้แรงทดสอบที่กำหนดไว้ชัดเจนบนพื้นผิวของชิ้นงาน วัสดุที่ใช้ทดสอบก็จะยิ่งนุ่มขึ้น
ในการกำหนดความแข็งวิกเกอร์ส (HV) ตามมาตรฐาน ISO 6507 จะใช้หัวเจาะรูปพีระมิดที่มีมุมส่วนต่อประสาน 136 องศากดลงไปในชิ้นงานทดสอบโดยใช้แรงทดสอบที่กำหนดไว้ชัดเจน โดยปกติจะเริ่มจาก 1 gf
การคำนวณความแข็งวิกเกอร์ส (HV):
ความแข็งวิกเกอร์ส (HV) คำนวณได้โดยการหารแรงทดสอบที่ใช้ (F เป็นนิวตัน N) ด้วยพื้นที่ผิวของรอยบุ๋มที่เหลือบนชิ้นงาน สูตรมีดังนี้:
HV= F / 1/2 * (ง1 + ง2)
ในการกำหนดพื้นที่ผิวของรอยบุ๋มปิรามิดที่เหลือ จะต้องคำนวณค่าเฉลี่ยของเส้นทแยงมุมสองเส้น (d₁ และ d₂ เป็นมิลลิเมตร) เนื่องจากพื้นที่ฐานของรอยบุ๋มวิกเกอร์สมักไม่ได้ถูกตั้งฉากอย่างแม่นยำ
ค่าความแข็งวิกเกอร์สที่แนะนำมีอยู่ในมาตรฐาน ISO 6507 โดยค่าความแข็งวิกเกอร์สโดยทั่วไปจะอยู่ระหว่าง 1 ถึง 3,000 HV ขึ้นอยู่กับแรงทดสอบและวัสดุชิ้นงานที่ใช้


การประยุกต์ใช้แรงทดสอบ:
ตามหลักการแล้ว แรงทดสอบควรเพิ่มขึ้นอย่างรวดเร็วจาก 0 เป็นค่าสุดท้ายภายใน 7 วินาที ซึ่งเป็นแนวทางปฏิบัติที่เรียกว่าการลดความไม่แน่นอนของการวัดให้น้อยที่สุด ช่วงเวลาที่อนุญาตสำหรับระยะเวลาการใช้งาน ซึ่งเบี่ยงเบนจากมาตรฐาน อยู่ระหว่าง 2 ถึง 8 วินาที โดยมีระยะเวลาที่กำหนดคือ 7 วินาที เวลาพักสำหรับแรงทดสอบโดยทั่วไปคือ 10 ถึง 15 วินาที โดยระยะเวลาที่กำหนดที่แนะนำคือประมาณ 14 วินาที หากเวลาพักขยายออกไปเกินกว่านี้ จะต้องระบุระยะเวลาเพิ่มเติมเป็นวินาทีในค่าความแข็ง เช่น 610 HV 10/30 (ซึ่งระบุเวลาพัก 30 วินาที) แรงทดสอบในช่วงมหภาคของวิธี Vickers ต่ำกว่าที่ใช้ในวิธี Brinell อย่างเห็นได้ชัด โดยตัวเลือกทั่วไปคือ 49, 98, 196, 294, 490 หรือ 980 N อย่างไรก็ตาม 294 N เป็นแรงที่ใช้บ่อยที่สุดสำหรับการทดสอบในระดับมหภาค
ระยะทางขั้นต่ำของจุดทดสอบ:
ในการทดสอบความแข็งแบบวิกเกอร์ส รอยบุ๋มควรวางในตำแหน่งที่เหมาะสมเพื่อให้แน่ใจว่ามีระยะห่างเพียงพอจากขอบชิ้นงานและระหว่างรอยบุ๋มแต่ละรอย ค่าต่ำสุดที่สังเกตได้ตามมาตรฐานมีรายละเอียดด้านล่าง

ข้อกำหนดของตัวอย่างสำหรับการทดสอบความแข็งวิกเกอร์ส:
เมื่อใช้การทดสอบความแข็งแบบวิกเกอร์ส จำเป็นต้องเตรียมพื้นผิวชิ้นงานอย่างระมัดระวัง ข้อกำหนดด้านคุณภาพพื้นผิวจะเข้มงวดกว่าวิธีร็อคเวลล์ ซึ่งโดยทั่วไปแล้วพื้นผิวที่สะอาดและปราศจากสิ่งเจือปนก็เพียงพอแล้ว
ตัวอย่างที่จะทดสอบจะต้องเป็นไปตามเกณฑ์ต่อไปนี้:
- ตัวอย่างควรได้รับการขัดเงาอย่างดีสำหรับการทดสอบความแข็งระดับไมโคร หรือเจียรแม่นยำสำหรับการทดสอบความแข็งระดับมหภาค
- ขอแนะนำให้ยึดชิ้นงานให้แน่นหนาเพื่อป้องกันการเคลื่อนตัวในระหว่างขั้นตอนการทดสอบ คำแนะนำที่เป็นประโยชน์คือให้ยึดชิ้นงานที่ฝังไว้ในที่ยึดชิ้นงานหลังจากวัดด้วยแท่นทดสอบที่เหมาะสม
- ควรให้ความสำคัญเป็นพิเศษในการหลีกเลี่ยงการสั่นสะเทือนหรือแรงกระแทกระหว่างการทดสอบ แนะนำให้ใช้โต๊ะป้องกันการสั่นสะเทือนเพื่อให้แน่ใจว่าปัจจัยภายนอกจะไม่ส่งผลต่อผลการทดสอบ
วิธีการและการใช้งานที่มีอยู่สำหรับการทดสอบความแข็งวิกเกอร์ส:
กระบวนการ Vickers สามารถแบ่งย่อยได้เป็นวิธีการต่างๆ ตามขนาดของแรงทดสอบตามมาตรฐาน ISO ได้แก่ HV 0.01, HV 1, HV 10 เป็นต้น นอกจากนี้ วิธีทดสอบความแข็ง Vickers ยังครอบคลุมช่วงการทดสอบความแข็ง XNUMX ช่วง ได้แก่:
- ช่วงความแข็งระดับไมโคร: เหมาะสำหรับการทดสอบชิ้นงานขนาดเล็กและบาง มักใช้สำหรับโครงสร้างจุลภาค เคลือบ และชั้นบางๆ
- ช่วงโหลดต่ำ: ช่วงนี้มักใช้สำหรับวัสดุที่อ่อนกว่าหรือส่วนที่บาง ซึ่งการรับน้ำหนักมากอาจทำให้ชิ้นงานเสียหายได้
- ช่วงความแข็งแบบทั่วไป (มาโคร): ใช้สำหรับการทดสอบความแข็งมาตรฐานของวัสดุที่มีขนาดใหญ่และทนทานกว่า โดยช่วงนี้จะมีแรงทดสอบที่สูงขึ้น เหมาะสำหรับวัสดุที่มีช่วงกว้างมากขึ้น
การเลือกวิธีการและช่วงโหลดที่เหมาะสมขึ้นอยู่กับลักษณะเฉพาะของวัสดุที่จะทดสอบและข้อกำหนดในการทดสอบ
การประยุกต์ใช้ของวิธี Vickers ขึ้นอยู่กับช่วงโหลดที่เกี่ยวข้องมีดังต่อไปนี้:
| ช่วงโหลด | วิธี | หัวกด | แรงทดสอบ F | การใช้งาน | |
| ระดับความแข็งระดับไมโคร | ฮ. 0.01 | ปิรามิดเพชร 136° | ยังไม่มีข้อความที่ 0.098 | ส่วนประกอบโครงสร้างเป็นชั้นบางมาก | ช่วง 1 HV – 3000 HV |
| ฮ. 0.025 | ยังไม่มีข้อความที่ 0.245 | ||||
| ฮ. 0.05 | ยังไม่มีข้อความที่ 0.490 | ||||
| ฮ. 0.1 | ยังไม่มีข้อความที่ 0.980 | ||||
| ช่วงความแข็งแรงต่ำ | ฮ. 0.2 | ปิรามิดเพชร 136° | ยังไม่มีข้อความที่ 1.961 | ซีรีย์ CHD/SHD/NHD ชั้นบาง แผ่นโลหะบาง ชิ้นงานขนาดเล็ก | |
| ฮ. 0.3 | ยังไม่มีข้อความที่ 2.942 | ||||
| ฮ. 0.5 | ยังไม่มีข้อความที่ 4.903 | ||||
| ฮ. 1 | ยังไม่มีข้อความที่ 9.807 | ||||
| ฮ. 2 | ยังไม่มีข้อความที่ 19.61 | ||||
| ฮ. 3 | ยังไม่มีข้อความที่ 29.42 | ||||
| ช่วงมาโคร (ช่วงความแข็งแบบทั่วไป) | ฮ. 5 | ปิรามิดเพชร 136° | ยังไม่มีข้อความที่ 49.03 | ตัวอย่างปกติ | |
| ฮ. 10 | ยังไม่มีข้อความที่ 98.07 | ||||
| ฮ. 20 | ยังไม่มีข้อความที่ 196.1 | ||||
| ฮ. 30 | ยังไม่มีข้อความที่ 294.2 | ||||
| ฮ. 50 | ยังไม่มีข้อความที่ 490.3 | ||||
| ฮ. 100 | ยังไม่มีข้อความที่ 980.7 | ||||
| *ช่วงความแข็งที่แนะนำตามมาตรฐาน ISO 6507-4 | |||||
ปัจจัยในการเลือกกำลังทดสอบและวิธีการทดสอบ:
- ขนาดชิ้นงาน:
- พิจารณาระยะห่างที่ต่ำที่สุดระหว่างจุดทดสอบ (ระยะห่างรอยบุ๋ม) และขอบชิ้นงาน (ระยะห่างขอบ) ตามที่กำหนดไว้ในมาตรฐานสำหรับวิธี Vickers
- ความหนาของชิ้นงาน:
- ตรวจสอบให้แน่ใจว่าความหนาของชิ้นงานมีค่าอย่างน้อย 1.5 เท่าของเส้นทแยงมุมของรอยบุ๋ม ความหนาขั้นต่ำควรอยู่ระหว่าง 0.085 ถึง 6.5 มม.
- คุณภาพพื้นผิว:
- พื้นผิวของชิ้นงานควรได้รับการขัดเงา โดยเฉพาะอย่างยิ่งสำหรับการทดสอบที่มีภาระต่ำมาก พื้นผิวที่ดีมีความสำคัญอย่างยิ่งต่อการวัดที่แม่นยำ เนื่องจากแม้แต่ความผิดปกติเพียงเล็กน้อยก็สามารถส่งผลกระทบต่อผลลัพธ์ได้
- การเตรียมตัวอย่างทดสอบ:
- วัดตัวอย่างทดสอบโดยใช้แรงทดสอบที่สูงที่สุดเท่าที่เป็นไปได้ โดยลดปัจจัยที่มีอิทธิพลที่อาจเปลี่ยนแปลงผลลัพธ์สุดท้ายให้เหลือน้อยที่สุด
การอ่านและแสดงค่าความแข็งวิกเกอร์ส:
ค่าความแข็งวิกเกอร์สประกอบด้วย:
- ค่าความแข็งแบบตัวเลข (1 ถึง 3000)
- ตัวอักษร 'HV' (ความแข็งตามระบบวิกเกอร์ส)
- โหลดทดสอบที่ใช้เป็น kgf
- เวลาคงอยู่ของการโหลดทดสอบ จะพิจารณาเฉพาะในกรณีที่อยู่ระหว่าง 10 ถึง 15 วินาทีเท่านั้น (ในทางปฏิบัติถือว่าหายาก ตามมาตรฐาน ISO 6507)
ข้อดีของวิธีวิคเกอร์ส:
- ใช้ได้กับวัสดุทุกประเภท:
- เหมาะสำหรับวัสดุที่มีความแข็งทุกระดับตั้งแต่อ่อนไปจนถึงแข็ง
- หัวเจาะชนิดเดี่ยว:
- ใช้ตัวเจาะชนิดเดียวสำหรับวิธี Vickers ทั้งหมด
- การทดสอบแบบไม่ทำลาย:
- ตัวอย่างทดสอบสามารถนำไปใช้เพื่อวัตถุประสงค์อื่นได้ เนื่องจากเป็นวิธีการทดสอบแบบไม่ทำลาย
ข้อเสียของวิธีวิคเกอร์:
- ข้อกำหนดคุณภาพพื้นผิว:
- การเตรียมตัวอย่างอย่างแม่นยำเป็นสิ่งสำคัญ เนื่องจากวิธีการนี้อาศัยการวัดรอยบุ๋มด้วยแสง
- ความเร็วในการทดสอบ:
- ช้ากว่าเมื่อเทียบกับวิธี Rockwell โดยรอบการทดสอบใช้เวลาระหว่าง 30 ถึง 60 วินาที (ไม่รวมเวลาในการเตรียมตัวอย่าง)
- ราคาและอุปกรณ์:
- จำเป็นต้องใช้ระบบออปติคอลในการประเมินรอยบุ๋ม ทำให้เครื่องทดสอบความแข็งแบบ Vickers มีราคาแพงกว่าเครื่องทดสอบแบบ Rockwell
แม้ว่าจะใช้เวลานานและมีความท้าทายในการเตรียมตัวอย่าง แต่ใช้วิธี Vickers ก็ยังถูกใช้กันอย่างแพร่หลายเนื่องจากมีความคล่องตัวและมีการประยุกต์ใช้งานที่หลากหลาย




