Method of Operation
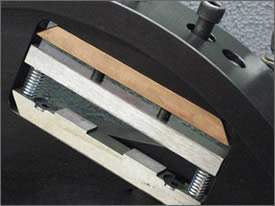
The rotating work-holding fixture is equipped with clamps, anvils, and clamping screws to accommodate various blank types, including rough-sawn square, rectangular, round, or tubular sections. It is adjustable to produce standard 10mm square or sub-size specimens.
For ease of fitting samples, the fixture is removed from the machine and placed onto a bench-mounted holding bracket. One bracket is supplied with each fixture.
Up to four rough-cut samples may be loaded into the fixture, which is then re-mounted onto the machine spindle, and the cutting cycle is started.
The machine cuts the first side of the samples (1st cut).
The fixture is then removed from the machine, rotated 180 degrees, and refitted to cut the second side (2nd cut).
After completing the 2nd cut, the fixture is removed and placed back onto the bench-mounted holding bracket.
The samples are then repositioned at 90 degrees within the fixture. The fixture is re-mounted onto the machine to cut the third side (3rd cut) and then rotated again to cut the fourth side (4th cut), completing the production of the 10mm square samples.
Adjustments to the micro-adjuster may be required to achieve the correct size and dimensional accuracy of the finished specimen.

1st & 2nd cut clamp
3rd & 4th cut clamp
10mm Square Specimens
Blanks up to 16mm square (rough sawn) and 18mm in diameter (round section) in carbon and low-alloy steels can be used to produce 10mm square specimens that meet international standards.
Fixture Pocket Configuration:
- Machine with 1 fixture:
- 2 pockets with 1st & 2nd cut clamps
- 2 pockets with 3rd & 4th cut clamps
- Machine with 2 fixtures:
- 1st fixture: 4 pockets with 1st & 2nd cut clamps
- 2nd fixture: 4 pockets with 3rd & 4th cut clamps
Customers using round or tubular section samples in 1st & 2nd cut pockets should specify this requirement, as "V" serrated anvils will be needed.
Fixtures can be customized with pocket configurations to match specific needs.
Sub-Size Specimens
Sub-size specimens can be machined using a work-holding fixture equipped with special factory-fitted cartridges.
The 10mm dimension is produced on a standard fixture using 1st & 2nd cut clamps.
The 3rd & 4th cuts are performed on a sub-size fixture, pre-set at the factory to achieve the required thinner sub-size thickness.
Standard Fixture Options Available
The following fixture options are available for machining sub-size specimens:
- Option 1 – 7.5mm specimen
- 3rd cut cartridges set to 8.75mm
- 4th cut set to 7.5mm
- Option 2 – 6.7mm specimen
- 3rd cut cartridges set to 8.0mm
- 4th cut set to 6.7mm
- Option 3 – 5.0mm specimen
- 3rd cut cartridges set to 6.25mm
- 4th cut set to 5.0mm
- Option 4 – 3.3mm specimen
- 3rd cut cartridges set to 4.4mm
- 4th cut set to 3.4mm
- Option 5 – 2.5mm specimen
- 3rd cut cartridges set to 3.6mm
- 4th cut set to 2.6mm
Note: For 3.3mm and 2.5mm specimens, the 4th cut pocket cartridges will be set to 3.4mm and 2.6mm, respectively, allowing 0.1mm to be ground off for final thickness tolerance.
Customers can request custom fixtures with specific pocket configurations. For example, a combined fixture for 7.5mm and 5mm specimens could include cartridges set to 8.75mm, 7.5mm, 6.25mm, and 5mm.
Maximum Depths of Cut for Each Sub-Size Fixture:
- 7.5mm specimen – 2.0mm
- 6.7mm specimen – 2.00mm
- 5.0mm specimen – 1.75mm
- 3.3mm specimen – 1.50mm
- 2.5mm specimen – 1.00mm
Production Rate
Fixed Speed Machine
With two work-holding fixtures, four machined specimens can be produced approximately every 20 minutes when the feed rate is set to a mid-position, which is a typical setting for general carbon steels.
Variable Speed Machine
The production rate for the Variable Speed Machine varies, as feed and speed settings depend on the material being machined. Therefore, no specific rate can be quoted.
